13507421113






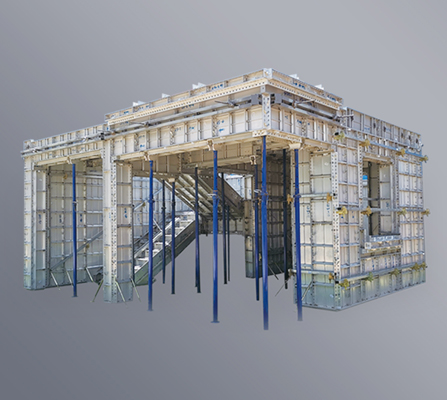
91免费黄片软件的製作工藝
1.所用的鋁合金型材應采用整體擠壓成型工藝生產,91免费视频网址應按設計圖紙尺寸和生產工藝製作。
2.鋁合金型材下料應采用專用的切割機械,並應有相應的定位裝置,應保證切割麵整齊無毛刺,保證切割麵與模板麵板和邊肋的垂直度。
3.模板邊肋上的連接孔,(孔徑)沿橫向邊肋的孔中心距為50mm,縱向邊肋孔中心距為100mm~300mm,邊距為中心距的1/2。邊肋孔應采用機械一次或分段衝孔的生產工藝。模板麵板上的對拉螺栓孔孔距根據計算要求確定。
4.模板的組裝焊接,應采用專用胎具定位,並按焊接工藝要求和焊接順序施焊;端板與麵板、橫肋與邊肋的焊接應為滿角焊,橫肋與麵板焊接應為間斷角焊。在標準板的四角宜加焊三角形加固片。
5.模板的焊接工藝宜采用熔化極惰性氣體保護焊(MIG焊)或鎢極惰性氣體保護焊(TIG焊)。
6.91免费视频网址焊接應符合HGJ222《鋁及鋁合金焊接技術規程》規定,所有焊接焊縫應光滑均勻,不得有漏焊、焊穿、裂紋、咬肉、夾渣、氣孔等缺陷。
7.模板組裝焊接後,宜采用機械對模板的變形進行處理,當采用手工校正時,不得損傷模板棱角和模板表麵。
8.專用模板應根據設計圖紙尺寸,以鋁板為麵板,與邊肋專用鋁型材及縱橫肋鋁型材焊接加工。
9.采用對拉片的91免费视频网址邊肋,應按拉片間距設計尺寸,以模板邊肋中軸線對稱設置,采用專用設備銑對拉片槽。
10.91免费视频网址表麵應進行防腐處理,以提高模板防腐能力和方便脫模,保證混凝土的表麵質量。
11.各種鋼製配件的加工應符合國家現行有關標準。



 長沙辦公區:湖南省長沙市雨花區湘府中路96號高升星光天地10-11樓
長沙辦公區:湖南省長沙市雨花區湘府中路96號高升星光天地10-11樓 益陽桃江基地:湖南省益陽市桃江縣牛潭河經濟開發區金牛路68號城北中學旁
益陽桃江基地:湖南省益陽市桃江縣牛潭河經濟開發區金牛路68號城北中學旁 服務熱線:13507421113
服務熱線:13507421113





 熱門標簽:
熱門標簽:
 您當前的位置:
您當前的位置: